
一模四腔分區加熱IMD 膜高壓成型研究
摘要: 針對模內裝飾(IMD) 膜片一模四腔高壓成型中膜片表面溫度分布均勻性的問題,提出IMD 膜片分區加熱高壓成型工藝。通過IMD 膜片的熱多向拉伸試驗獲取聚對苯二甲酸乙二醇酯(PET) 膜片材料在不同溫度下的黏彈塑性模型的材料參數,在ABAQUS 軟件中進行一模四腔PET 膜片的分區加熱高壓成型有限元模擬分析,在此基礎上,在高壓成型機上進行了工藝實驗。結果表明,在一定溫度組合下的分區加熱方式可以改善PET 膜片局部區域厚度減薄率過高、成型膜片側壁區域厚度極薄的現象發生,可防止膜片油墨被拉開、圖案失真等問題。
模內裝飾( IMD) 技術是將印有圖案的IMD 薄膜放入注塑模內進行注塑成型的一種新技術[1]。IMD產品往往追求表面圖案清晰、色澤鮮明,但在IMD薄膜的高壓成型時,經常會遇到膜片成型的側壁區域厚度被拉得很薄,導致覆著在膜片上的油墨被拉開而失色,產品圖案失真。Lee 等[2]以一個型面較為復雜的冰箱襯墊真空回吸成型為例,研究ABS 板材初始溫度分布對成型零件厚度分布的影響,發現板材初始溫度分布是影響零件厚度分布和厚度變化的主要因素Monteux 等[3-4]以半透明PET 板材的加熱為例,結合實驗和數值模擬技術,發現不同屬性和種類的紅外加熱發射器,以及發射器與板材之間的不同距離,均對板材表面加熱的均勻性造成影響。陸佳平[4]研究了在塑料片成型中紅外輻射加熱裝置中輻射元器件的選擇及其結構的設計,使膜片可以受熱均勻,并介紹了兩種輻射加熱的電功率的計算方法。Chen 等[5]以連續纖維熱塑性復合板材拉伸成型為研究對象,通過有限元數值模擬技術和實驗方式,對引起板材起皺和破裂、影響成型效果的拉伸速度、成型溫度、邊界約束等因素進行了探討,結果發現溫度變化是影響厚度變形的最主要原因。鄒恒[6]研究基于聚合物片材溫度分布的加熱器溫度控制技術,主要考慮膜片中心溫度是否達到成型溫度的要求。
以上學者雖然都研究了溫度對膜片成型的影響,但對膜片表面溫度均勻性對膜片成型的影響較少涉及。而實際上膜片加熱表面溫度分布的不均勻,對膜片高壓成型過程的影響是顯著的。為此本文通過采用分區加熱的方式來改善膜片不同成型區域的溫度分布,進而改變膜片成型過程材料的流動性能,解決膜片不同區域厚度減薄變化過于劇烈而引起的質量的問題。
1 溫度對PET 材料力學性能的影響
1. 1 熱多向拉伸試驗
IMD 膜片對于溫度十分敏感,為了分析溫度對于IMD 膜片的影響,采用高分子拉伸試驗機進行多向拉伸試驗,可獲取PET 材料在不同溫度下的拉伸性能,通過熱多向拉伸試驗得到PET 膜片的應力-應變曲線,根據該曲線擬合求解PET 膜片三參數模型,獲取材料的各項參數。實驗樣品采用厚度為0. 188mm、φ140 mm 的PET 膜片,薄膜兩端被壓邊圈壓住,壓邊尺寸為20 mm。圖1 所示為熱多向拉伸的現場圖,圖2 為PET 樣品的形狀。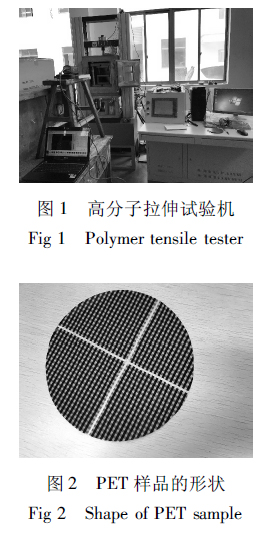
通過IMD 多向拉伸試驗機記錄材料拉伸過程的應力應變曲線,設定PET 膜片的熱多向拉伸試驗的拉伸速率為50 mm/min,通過高分子拉伸試驗機的溫度控制模塊設定膜片的一系列溫度( 100、125、150、175、200 ℃), 進行拉伸實驗, 并通過FLIRA310 紅外熱像儀記錄膜片表面的溫度分布情況,獲取各溫度下PET 膜片的應力應變曲線。
圖3 為紅外熱像儀記錄下加熱系統溫度為200 ℃時膜片表面的溫度場分布熱像圖。由圖可知,膜片表面的溫度分布中心區域溫度高于邊緣區域,并不是均勻分布的。圖4 為PET 膜片在100、125、150、175、200 ℃及拉伸速度為50 mm/min 下的應力應變曲線。根據曲線圖可知,在不同溫度下PET 膜片表現出的延展性差異大,溫度在125-150 ℃范圍內時PET 膜片的延展性最大,拉伸性能最佳。而溫度達到200 ℃時膜片出現極度軟化,此時容易被拉破。

1. 2 材料參數求解
PET 膜片表現為高聚物黏彈塑性,為了表現這種特性,選用既可以反映高聚物的蠕變特性,同時又能描述應力松弛特性的三參數固體模型。三參數模型如圖5 所示,由兩個理想彈簧與一個理想黏壺組成。

其中,E1 -材料在發生純彈性變形( 只發生彈性變形) 時的彈性模量; E2-材料在發生黏彈性變形時的彈性模量; η-理想黏壺的黏度。通過應力應變曲線擬合得到的不同溫度下PET 材料的參數,如表1所示。

2 高壓成型有限元仿真
2. 1 仿真模型的構建
高壓成型仿真模型如圖6、7 所示,為確保仿真條件與試驗條件的一致性,故設計的仿真膜片形狀與試驗膜片形狀和尺寸都相同。根據熱多向拉伸試驗獲得的PET 膜片在不同溫度下的應力應變曲線,將三參數模型的參數輸入材料參數仿真環境中。PET 膜片采用S4R 的網格單元屬性,而壓邊圈及凹模均設置為剛體,網格單元屬性為R3D4,并且邊界條件均設置為固定不動。根據實際工況,膜片與壓邊圈、凹模之間摩擦因數均為0. 15,因此摩擦因數設置為0. 15。高壓成型模擬過程中,考慮到膜片在成型區域所受壓強處處相等,因此將外載荷設置為面均布力,壓力設為5 MPa,進行膜片的分區加熱高壓成型。膜片尺寸為: 460 mm×520 mm,厚度為0. 188 mm。

對于分區加熱的仿真,通過對PET 膜片不同區域施加不同的材料參數來實現,相當于對膜片采取分區加熱的模式進行溫度分區。將膜片分成16 個區域,不同區域施加不同的溫度下的材料參數,6、7、10、11 是主要的成型區域,定義為A 區,故應當施加相對較低的溫度,相對低的溫度下膜片延展性差,防止膜片過度減薄; 1、2、3、4、5、8、9、12、13、14、15、16 靠近法蘭區,定義為B 區,相對施加較高溫度,這個區域的材料的延展性能更好,在成型過程中可使這部分的材料流動到成型區域,降低主要成型區域厚度拉得極薄的可能性。

2. 2 不同溫度組合分區加熱結果分析
通過在厚度云圖上選取不同路徑上的取樣節點分析膜片在側壁區域和底部區域的厚度變化情況,在實際中一般視膜片減薄率達到25%就認為覆著在膜片表面上的油墨被拉開或圖案失真而失效。

根據不同溫度組合的溫度分區方式下的膜片厚度分布云圖8 可知: (1) 在未分區條件下,溫度為100℃時,由云圖可知,PET 膜片在100 ℃下成型,成型膜片厚度最薄為0. 124 mm,厚度最大減薄率達到34%; (2) 100-125 ℃分區成型后膜片,成型膜片厚度最薄為0. 146 mm,厚度最大減薄率達到22%;(3) 100- 150 ℃ 分區成型之后膜片,最薄厚度為0. 149 mm,最大減薄率為20%; (4) 100-175 ℃分區成型之后膜片,最薄厚度為0. 139 mm,最大減薄率為26%; 由應力云圖可知,膜片應力較大的位置處于膜片的圓角和側壁位置,同時也是厚度值相對較小的位置; (5) 100-200 ℃成型之后膜片,厚度最薄為0. 120 mm,最大減薄率達到37%。
未分區和分區之后膜片的最大減薄率以及是否失效如表2 所示。由表2 可知在未分區時150 ℃的成型效果最佳,125 ℃ 會有稍微的油墨被拉開現象,在100、175、200 ℃時減薄率過大。在相對較低的溫度組合下,成型質量較佳。對于組合溫度達到200 ℃時,成型效果都不理想。厚度最薄的位置一般都出現在拉伸幅度較大的位置處。

為了直觀體現膜片各區域的厚度變化情況,在膜片成型后的云圖上選取2 個不同區域的路徑,觀察2個區域的厚度分布情況。圖9、圖10 所示為不同區域的路徑上的取樣點。

通過在側壁和底部區域的路徑的取樣點繪制出側壁區域和底部區域的厚度分布曲線如圖11、圖12所示。

由厚度分布的曲線圖可知,在不分區加熱時,[125,150]℃是膜片成型較理想的溫度,當采取分區組合的形式則溫度應控制在150 ℃左右。通過組合100-150 ℃達到相對較佳的成型效果,最大減薄率達到20%,比不分區加熱最大減薄率可降低35%。
3 試驗研究
3. 1 試驗方法
在IMD 高壓成型機上,選用厚度為0. 188 mm 的印有2 mm×2 mm 網格的PET 膜片,膜片尺寸與仿真模型一致選用520 mm×460 mm,通過高壓成型機的溫度控制模塊對16 個紅外輻射模塊施加與模擬時一致的溫度,氣體高壓值設為5 MPa,選取其中3 組不同溫度組合分區加熱方式下的成型實驗。選取成型后的膜片厚度分布作為成型質量的評價指標,通過測量成型膜片不同區域的厚度進行結果對比分析。選取的100-100 ℃、100-150 ℃、100-200 ℃三組不同溫度組合分區加熱方式,施加的氣體高壓值為5 MPa,壓邊力為2 000 N,十字式壓邊方式進行分區加熱高壓成型實驗。實驗完成后,以膜片成型后的厚度分布和厚度減薄率作為評判成型效果的指標。
3.2 試驗結果

采用數字千分尺對3 組不同溫度組合分區方式下成型后的膜片進行沿側壁和底部區域進行剪破處理后,測量沿著側壁和底部區域上標記點處的厚度值,將測量的結果與有限元模擬的結果進行對比。根據實驗獲得的不同溫度下成型的膜片不同區域取樣點的厚度值,通過與模擬值的對比,對比結果如圖13、圖14 所示。根據實驗值與模擬值的對比發現,厚度分布趨勢大體一致,結果比較吻合,驗證了分區加熱IMD 膜片工藝的可行性與有限元仿真結果的準確性。
4 結論
1) 通過分區加熱的高壓成型仿真可知,采用分區加熱的方式可以改善膜片側壁厚度較薄的缺陷,分區加熱通過改變不同成型區域材料的流動性來實現厚度分布的改善。
2) 通過是否采用分區加熱的結果對比分析可知,在一定溫度組合下,分區加熱方式有助于減小膜片的最大減薄率,在100-150 ℃時減薄率最高可降低35%。
3) 通過分區加熱高壓成型的有限元模擬分析,發現試驗結果與模擬值較吻合,驗證了分區加熱IMD膜片工藝的可行性以及有限元模型的準確性。
聯系我們
地址:浙江省紹興市越城區陶堰街道邵家溇村2幢202室 | 
手機站 |
Copyright ? 紹興市四維塑膠工程有限公司 All rights reserved 版權所有  浙公網安備 33069902000186 號
浙公網安備 33069902000186 號